Pemotongan Logam Dengan Nyala Api
Ditulis pada: September 09, 2022
PEMOTONGAN LOGAM DENGAN NYALA API -Setelah mempelajari materi ini peserta didik dapat memahami cara kerja peralatan pemotongan logam dengan nyala api
Proses pemotongan logam dengan nyala api adalah proses memisahkan sebagian atau seluruhnya dari logam dengan bantuan panas. Panas yang digunakan dapat dihasilkan dari perpaduan gas ataupun dari sumber arus listrik.
Pemotongan Logam Dengan Nyala Api
Pada proses pemotongan logam dengan sumber panas yang dihasilkan oleh gas, panas dihasilkan oleh pembakaran gas oksigen dengan asetilin atau juga dari proses pembakaran oksigen dengan LPG, sedangkan sumber panas dari listrik dihasilkan oleh trafo pembangkit listrik. Pada kompetetensi ini akan diuraikan pemotongan logam dengan menggunakan gas dan pemotongan dengan menggunakan plasma.
A. Pemotongan dengan Gas
Proses pemotongan menggunakan campuran oksigen dan bahan bakar gas berhubungan dengan reaksi kimia. Reaksi ini terjadi ketika baja atau besi dipanaskan kemudian dihembus dengan oksigen bertekanan. Reaksi ini dinamakan oksidasi.
Apabila baja dipanaskan sampai 815°C akan berubah warna menjadi merah terang. Oksigen disemburkan dengan tekanan tinggi pada logam dan terjadilah pemotongan akibat oksidasi. Aliran dan tekanan oksigen dan terbakarnya logam oleh bahan bahan bakar gas membuat terjadinya pemotongan.
1. Peralatan Potong Oksi Asetilin
Peralatan yang digunakan untuk memotong dengan mempergunakan gas/nyala api las relatif sama dengan peralatan yang digunakan pada proses pengelasan dengan oksi asetilin. Demikian juga cara-cara penanganannya. Perbedaan hanya pada pembakar (blowpipe), di samping pengaturan tekanan kerja.
Pada proses pengelasan dengan oksi asetilin menggunaka mulut pembakar berupa tip las (welding tip), sedangkan pada proses pemotongan dengan gas adalah berupa pembakar potong (cutting nozzle dan attachment). Peralatan yang dibutuhkan adalah sebagai berikut:

4.1 Peralatan Potong Asetilin
Sumber : https://pagar.omasae.com/2019/08/teknik-pemotongan-pada-logam.html
Ukuran-ukuran silinder oksigen dan asetilin bermacam-macam, tergantung kebutuhan pekerjaan, namun yang umum dipakai adalah mulai dari 3500 liter, 5000 liter, 6000 liter dan 7000 liter.
Adapun standar warna silinder oksigen biasanya adalah hitam dan silinder asetilin adalah merah. Namun ada juga negara atau pabrik tertentu membuat standar warna tersendiri.

Gambar 4.2 Silinder Oksigen dan asetilin
Sumber : https://pagar.omasae.com/2019/08/teknik-pemotongan-pada-logam.html
2. Regulator
Regulator atau alat pengatur tekanan berfungsi untuk:
a. Mengetahui tekanan isi silinder.
b. Menurunkan tekanan isi menjadi tekanan kerja.
c. Mengetahui tekanan kerja.
d. Menjaga tekanan kerja agar tetap (konstan) meskipun tekanan isi berubahubah.
e. Mengamankan silinder, apabila terjadi nyala balik.
Pada regulator terdapat dua buah alat penunjuk tekanan atau biasa disebut manometer, yaitu manometer tekanan isi silinder dan manometer tekanan kerja. Manometer tekanan isi mempunyai skala lebih besar bila dibandingkan dengan manometer tekanan kerja.
Perbedaan antara regulator asetilin dan regulator oksigen yang paling utama adalah:
a. Regulator asetilin berulir kiri
Pada waktu mengikat, putaran ulirnya ke arah kiri atau berlawanan dengan arah jarum jam, sedangkan untuk membuka diputar ke arah kanan atau searah dengan jarum jam.
b. Regulator oksigen berulir kanan
Pada waktu mengikat putaran ulirnya kearah kanan atau searah dengan jarum jam, sedangkan untuk membuka diputar kearah kiri atau berlawanan dengan arah jarum jam.
c. Warna bak manometer
Regulator oksigen: terdapat tulisan oksigen, warna bak biru/hitam / abuabu.
Regulator asetilin: terdapat tulisan asetilin, warna bak merah.

Gambar 4.3 Regulator Oksigen dan Asetilin
Sumber: http://www.niagamas.com/browse-categories/welding/
Slang Las

Gambar 4.4 slang las
Sumber : https://santikoaji.blogspot.com/2017/06/bagian-bagian-las-asetelin.html
Fungsi Slang Las
Fungsi slang las adalah untuk mengalirkan gas dari silinder ke pembakar. Bahan Slang Las Slang las dibuat dari karet yang berlapis-lapis dan diperkuat oleh serat-serat bahan tahan panas.
Sifat Slang Las
Slang las harus mempunyai sifat:
a. Kuat: Slang asetilin harus tahan tekanan 10 Kg / cm2, slang oksigen harus tahan terhadap tekanan 20 Kg / cm2.
b. Tahan api/panas.
c. Lemas/tidak kaku / fleksibel Slang oksigen berwarna hitam/biru/hijau, sedang slang asetilin berwarna merah.
4. Jenis Pembakar Potong
Ada dua jenis pembakar potong yang biasa digunakan pada proses pemotongan:
a. Pembakar potong serbaguna (multi-purpose blowpipe), yaitu jenis pembakar yang dapat dipergunakan untuk keperluan memotong dan mengalur.
b. Pembakar potong yang menggunakan pembakar biasa, yaitu pembakar yang digunakan untuk pengelasan.

Gambar 4.5 Pembakar Potong
Sumber: https://www.monotaro.id/corp_id/p102114018.html
Mulut potong dirancang dengan berbagai ukuran untuk bermacam-macam ketebalan bahan dan penggunaan, serta masing-masing ditandai dengan ukuran.
Mulut potong yang biasa digunakan, yaitu nozzle asetilin (type 41) dun nozzle LPG (type 44). Kebanyakan nozzle asetilin mempunyai lima atau enam lubang untuk pemanasan awal dan satu lubang ditengah untuk saluran oksigen potong.
Nozzle potong LPG bentuknya relatif sama, tapi pada ujung mulut nozzle ada ceruk untuk mengarahkan nyala pemanasan awal.
.jpg)
Gambar 4.6 Mulut Potong (Cutting Nozzle)
Sumber: https://www.hampdon.com.au/type-41-oxy-acetylene-cutting-tips
Proses pemotongan tergantung dari:
a. Pemanasan baja sampai temperatur pembakaran
b. Oksidasi baja dalam bagian semburan oksigen
c. Pembuangan terak oleh tekanan dari aliran oksigen
d. Kontinuitas gerakan pembakar

Gambar 4.7 Proses Pemotongan
Sumber: http://www.teknikkita.com/2018/03/las-lpg-tanpa-oksigen.html
Fungsi Nyala Potong Gas
Nyala potong/pemanasan awal hanya memanaskan permukaan logam dengan kedalaman beberapa milimeter. Tujuan dari nyala pemanasan awal adalah untuk menjaga permukaan logam pada temperatur yang dibutuhkan (815°C), sedangkan ketebalan bahan dibawahnya dipotong oleh oksigen potong.
Faktor-faktor yang mempengaruhi kualitas pemotongan:
a. Kebersihan permukaan pelat.
b. Ukuran mata potong (nozzle) yang digunakan.
c. Kebersihan nosel yang digunakan.
d. Tekanan oksigen.
e. Jumlah pemanasan awal
B. Pemotongan dengan Plasma (Plasma Cutting)
Proses pemotongan dengan busur plasma adalah penemuan/ teknologi yang relatif baru dari pada proses pemotongan dengan panas yang lainnya, yakni sebagai perbaikan teknologi pemotongan logam. Di kalangan industri maju telah digunakan selama kurang lebih 20 tahun pada insdustri di bidang las dan pabrikasi logam untuk memotong bahan bukan besi seperti aluminium, tembaga dan baja tahan karat (stainless steel).
Istilah plasma adalah pembentukan ionisasi gas. Apabila suatu gas mengalir pada suatu busur listrik menimbulkan arus kuat yang bermuatan partikel gas. Arus kuat ini menimbulkan energi panas yang diperlukan untuk memotong. Suatu busur pengarah (pilot arc) yang berfrekuensi tinggi, menarik busur api antara pusat elektroda tungsten dan benda kerja.
Gaya ini menimbulkan gas plasma dengan kecepatan tinggi mengalir melalui lubang yang kecil. Begitu arus utama mengalir gas membentuk ion dengan listrik konduksi, busur menyembur dengan kuat dan berpusat pada daerah yang sempit pada benda kerja. Panas yang terus menerus mencairkan logam dan menghembuskanya dengan tekanan yang besar pada garis pemotong, Hasil pemotonganya bagus dan benar benar sangat cepat.

Gambar 4.8 Mesin Pemotong Busur Plasma
Sumber: https://www.niagamas.com/product/daiden-welding-inverter-machine-cut-70/
Perlengkapan
1. Sumber Tenaga
Yang paling besar/banyak dipakai sebagai sumber tenaga adalah transformator/rectifier, di mana pada alat ini dirancang agar arus AC dirubah menjadi arus keluar DC. Untuk menyetel kebutuhan arus dipasang pengatur amper dan pengarah busur untuk memulai pekerjaan pemotongan.
2. Pembakar
Pembakar plasma hampir sama dengan pembakar gas manual. Ada beberapa bagian cawan/tutup, pengarah, cincin, penyekat, elektroda, tutup, dan cincin O agar udara tidak bocor.
Fungsi utamanya dari pembakar adalah untuk memusatkan pemotongan pada benda kerja.

Gambar 4.9 Unit Pemotong Busur Plasma
Sumber : http://jendelailmudalampendidikan.blogspot.com/2014/05/teori-pemesinan.html
3. Elektroda Tungsten
Yang dipakai pada pemotongan plasma adalah tungsten thoriated yang khusus dirancang untuk operasi DC -Negatif polarity. Elektroda ini termasuk jenis elektroda tidak habis, dipasang/ terpusat dimulut pembakar, membentuk dan menjaga agar busur nyala tetap pada benda kerja.
4. Gas Potong
Pada pemotongan dengan plasma memerlukan gas. Gas yang dipilih untuk pemotongan dengan busur plasma tergantung dari pada mesin yang dipakai, jenis bahan yang dipotong, serta hasil akhir yang diinginkan. Ada mesin potong plasma yang sangat ekonomis hanya menggunakan udara kompresi sebagai media pemotong, sedangkan yang lainnya dibutuhkan campuran gas yang berbeda-beda untuk memotong dan sebagai gas pelindung.
Mesin dengan tegangan rendah (untuk benda yang relatif tipis) dipakai udara kompresi sebagai gas pemotong. Mesin dengan tegangan besar (untuk pengerjaan mekanis yang cepat) digunakan beberapa gas pelindung yang murni atau gas campur untuk membentuk plasma dan untuk sebagai gas pelindung sekunder (melindungi busur potong dan benda kerja dari kontaminasi udara luar).
Berikut ini adalah macam gas plasma dan gas pelindung:
Tabel 4.1 Macam Gas Plasma dan Gas Pelindung

Catatan:
Dari ke empat jenis gas di atas dapat dikombinasikan satu sama lain. Sebelumnya mintalah bantuan pada pabrik gas tentang penggunaan gas itu terhadap mesin/unit yang dipakai.
5. Regulator
Semua operasi pemotongan dan pengelasan, regulator diperlukan untuk mengatur tekanan gas yang tinggi di dalam silinder kepada tekanan kerja yang sesuai. Regulator pada pemotongan plasma tergantung jenis gas yang dipakai.
6. Bahan-bahan yang Bisa dipotong
Pemotong dengan busur plasma secara luas digunakan untuk memotong jenis bahan yang sulit dipotong jika menggunakan pemotong gas. Adapun jenis bahan yang dapat dipotong adalah bahan besi maupun bukan besi seperti:
a. Baja karbon
b. Baja paduan rendah
c. Baja tahan karat (stainless steel)
d. Besi tuang
e. Aluminium
f. Tembaga
g. Campuran/paduan nikel
h. Titanium
Keuntungan dan Keterbatasan Pemotong Busur Plasma
Keuntungannya:
1. Kecepatannya lebih tinggi dibanding memotong dengan gas.
2. Dapat memotong besi dan bukan besi.
3. Dapat mengurangi penyebaran panas sehingga menguragi distrosi dan pengaruh perubahan sifat bahan yang dipotong.
Kerugiannya:
1. Biaya tinggi dibanding dengan menggunakan bahan bakar gas, yaitu untuk penyediaan sumber tenaga pada unit/mesin plasma.
2. Pemotongan dengan plasma permukaannya tidak siku benar karena pengaruh pusaran gas, salah satu sisinya bisa rata tapi sisi yang lainnya agak miring beberapa drajat.
Penggunaan Pemotong Busur Plasma Pemotongan dengan busur plasma bisa dilakukan pada segala jenis logam, sama halnya seperti pemotongan dengan gas oksigen memotong pada baja.
Dapat dilakukan secara mekanis maupun manual.
1. Memotong bahan profil atau menurut ukuran yang diinginkan.
2. Memotong sudut kumpuh untuk pengelasan.
3. Membuat lubang atau mengalur.
4. Memotong benda yang berdempet/ lengket satu sama lain.
5. Memotong benda kerja, menurut perubahan posisi (posisi diatas kepala dan posisi tegak pada konstruksi berdiri dan sebagainya).
C. Logam yang dapat Dipotong dengan Nyala Api
Pemotongan dengan oksi-asetilin adalah proses kimia untuk memotong baja. Kita perlu mempelajari metoda lain untuk memotong bahan-bahan nonferro. Pemotongan dengan plasma adalah proses pemotongan panas yang dapat digunakan pada semua logam yang dapat dicairkan oleh panas busur plasma.
Beberapa dari logam ini adalah baja tahan karat, aluminium, besi tuang, baja-baja paduan, dan baja karbon rendah. Pemotongan dengan plasma digunakan untuk berbagai bentuk yang meliputi pemotongan lurus, miring, dan profil. Industri berat dan ringan menggunakan proses pemotongan plasma. Mesin ini ada yang dioperasikan dengan tangan (secara manual), sepenuhnya dengan mesin dan ada juga yang dikontrol dengan komputer.
Rangkuman
Proses pemotongan logam dengan nyala api adalah proses momisahkan sebagian atau seluruhnya dari logam dengan bantuan panas.
1. Pemotongan logam dengan oksi-asetilin atau dengan LPG sangat baik untuk memotong material besi, tetapi untuk memotong material bukan besi seperti alumunium, stainless, dan tembaga kurang baik.
2. Pemotongan logam dan nonlogam bisa digunakan dengan plasma cuting.
Tugas
Observasi Bengkel:
Untuk memperdalam pemahaman Anda tentang berbagai macam pemotongan dengan panas, maka lakukan kegiatan observasi berikut ini:
1. Bentuk tim yang terdiri dari 2 atau 3 orang peserta (menurut petunjuk pembimbing).
2. Lakukan observasi bengkel untuk mendata spesifikasi mesin-mesin pemotongan yang ada di masing tempat kerja Anda/bengkel sekolah.
3. Buat laporan kelompok yang berisikan tentang:
a. Data/ spesifikasi mesin atau peralatan yang dioservasi.
b. Catatan-catatan tentang temuan yang dapat dijadikan bahan diskusi kelompok atau hal-hal baru yang perlu dipertanyakan lebih lanjut dengan pembimbing.
Diskusi Kelompok:
1. Berdasarkan hasil observasi, masing-masing kelompok melakukan presentasi hasil observasinya kepada kelompok-kelompok lain (menurut petunjuk pembimbing).
2. Beri kesempatan pada peserta untuk memberi masukan atau bertanya/ tanya-jawab.
3. Buat rangkuman hasil diskusi, setelah adanya klarifikasi dari pembimbing.
Tes Formatif
1. Sebutkan bagian–bagian dari peralatan potong oksi-asetilin, dan jelaskan!
2. Sebutkan bagian – bagian dari peralatan potong plasma cutting, dan jelaskan!
3. Jelaskan perbedaan sistim pemotongan panas dengan oksiasetilin dengan plasma cutting!
Lembar Jawaban tes Formatif
1. ................................................................................................................….......................
..........................................................................................................................................
.................................................................................
2. ..........................................................................................................................................
..........................................................................................................................................
..................................................................................
3. ..........................................................................................................................................
..........................................................................................................................................
D. Jenis-jenis Mesin Potong Gas
Bermacam jenis mesin potong gas digunakan pada sektor produksi (manufaktur) untuk jumlah pemotong banyak dan untuk membuat profil (bentukbentuk tertentu). Proses ini lebih akurat dibandingkan dengan pemotongan secara manual (tangan).
Adapun jenis-jenis mesin potong gas yang banyak digunakan dan dikembangkan untuk mengerjakan berbagai bentuk bahan, antara lain:
1. Mesin pemotong gas lurus
2. Mesin pemotong gas radial
3. Mesin pemotong gas koordinat (cross carriage)
4. Mesin potong pipa
1. Mesin Potong Gas Lurus (Straight Line Tractor)

Gambar 4.10 Mesin Potong Gas Lurus
Sumber : https://indonesian.alibaba.com/product-detail/hk-5nx-straight-line-and-circle-cuttingautomatic-
gas-cutter-machine-60686949406.html
Mesin potong gas lurus digerakkan oleh motor listrik yang menempel pada sistem dan dapat diatur kecepatan tersebut untuk tiap pengoperasian, ia akan tetap pada kecepatan tersebut untuk tiap pengoperasian. Pengaturan yang sesuai akan menghasilkan pemotongan yang berkualitas lebih baik dibandingkan dengan pemotongan secara manual (tangan).
Penggunaan mesin potong gas lurus antara lain adalah:
a. Memotong lurus, seperti: membuat pelat strip.
b. Persiapan sambungan las, seperti kampuh V untuk sambungan tumpul.
Kekurangan/ kelemahan mesin potong gas lurus adalah:
a. Kurang cocok untuk pekerjaan produksi dalam jumlah besar.
b. Hanya terbatas untuk memotong lurus dan miring.
c. Tidak bisa memotong dengan beberapa mata potong
2. Mesin Potong Gas Radial (Radial Cutting)

Gambar 4.11 Mesin Potong Gas Radial
Sumber: http://www.chinaweldcut.com/id/cg--straight-line-track-guide-flame-gascutter-oxy-fuel-cutting-machine-275.html
Kebanyakan mesin potong gas radial terpasang pada lantai bengkel. Mesin ini mempunyai lengan radial yang tergantung pada batang vertikal dan digerakkan oleh motor listrik yang dapat diatur kecepatannya.
Umumnya, sebuah rol magnet digunakan untuk penuntun (guide) pada saat pengoperasian mesin mengelilingi mal (pola) yang dipasang. Rol terpasang di bagian atas (ujung kepala pemotongan (cutting head) dan segaris lurus dengan mulut (nozzle) potong.
Lengan radial direncanakan untuk mampu bergerak secara universal sepanjang lengannya.
Penggunaan mesin potong gas radial antara lain adalah:
a. Untuk pekerjaan yang berukuran (skala) kecil
b. Dapat memotong bentuk tidak tentu dan material yang tebal.
Keterbatasan (kelemahan) mesin potong jenis ini adalah:
a. Ukuran profil terbatas sepanjang lengan mesin
b. Hanya dapat memotong permukaan rata (flat), tidak dapat memotong miring (bevel) atau pipa
c. Terbatas bentuk/ disain pola, tidak dapat memotong sudut tajam
d. Sulit dipindah-pindah.
3. Mesin Potong Koordinat (Cross Carriage)

Gambar 4.12 Mesin Potong Gas Koordinat
Sumber: http://www.chinaweldcut.com/id/cg--straight-line-track-guideflame-
gas-cutter-oxy-fuel-cutting-machine-275.html
Mesin potong gas koordinat dipakai secara luas karena mesin ini ideal untuk produksi menengah dan partai besar serta profil yang sulit (kompleks). Secara teknik mesin ini lebih maju (canggih) serta sangat akurat dalam bekerja. Mesin potong gas koordinat mempunyai batang pembawa yang dipasang secara kuat/kokoh dan bergerak sepanjang sel mesin.
Kepala pemotong/ nozzle (cutting head) dipasang pada batang pembawa. Apapun bentuk yang diberikan akan dapat dijiplak dan dipotong dengan pergerakan dari batang pembawa.
Ada 2 macam mesin potong gas koordinat, yakni “photo-electric” atau “computer guided”
Penggunaan mesin potong gas koordinat adalah:
a. Produk menegah dan besar dan dapat dipasang untuk pemotong ganda (multi).
b. Untuk memotong bentuk yang kompleks (sulit) secara akurat.
c. Untuk memotong “multi-profil” dan bentuk yang sama Keterbatasan (kelemahan) mesin potong gas koordinat adalah:
a. Harga mesin mahal.
b. Hanya dapat memotong permukaan rata (flat).
c. Tidak dapat memotong pipa.
d. Sulit dipindahkan-pindah
4. Mesin Potong Pipa (Pipe Cutting)
Ada dua tipe mesin pemotong pipa, ada yang mudah dipindah/dibawa (portable) untuk memotong pipa yang tetap (diam) atau mesin yang tetap, di mana biasanya mesin potong pipa portable digerakkan secara manual.

Gambar 4.13 Mesin Potong Pipa “Mesin Tetap”
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong

Gambar 4.14 Mesin Potong “Mesin dan Pipa dapat Bergerak”
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
Secara umum penggunaan jenis-jenis mesin potong gas untuk pipa antara lain adalah:
a. Membentuk kampuh V untuk persiapan pengelasan.
b. Membuat celah pada pipa.
c. Beberapa mesin dapat memotong untuk lubang cabang pipa
Keterbatasannya (kelemahan) mesin-mesin potong pipa adalah:
a. Hanya dapat digunakan untuk bentuk lingkaran/ pipa
b. Kebanyakan mesin tidak dapat memotong bentuk yang rumi
c. Banyaknya mesin terbatas untuk ukuran pipa tertentu.
E. Teknik-teknik Jiplak
Ada tiga teknik jiplak (tiru) yang digunakan pada pemotongan dengan gas adalah:
1. Menggunakan magnit
2. “photo-electric”/ optik
3. Komputer
1. Jiplak dengan Magnit

Gambar 4.15 Alat Jiplak pada Mesin Potong Gas
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
Proses ini dimulai dengan membuat pola (mal) sesuai bentuk yang akan dipotong, dipasangkan pada suatu alat pengikat pada mesin. Kemudian rol “elektro-magnit” akan kontak dengan pola tersebut dan mengikuti bentuk pola, baik bagian dalam maupun luar.
Pola dapat dibuat dengan cara-cara berikut:
Buat pola dari pelat baja karena bersifat magnetik
a. Buat dari bahan pelat dengan ketebalan 3-6 mm; jangan terlalu tipis karena akan mudah bengkok atau rusak.
b. Bila membuat suatu pola luar (eksternal), maka ukurannya diperkecil setengah dari diameter rol dan ditambah dengan setengah lebar potong.
Contoh

cara menghitung pola luar / eksternal:
½ diameter rol = 6,5 mm
½ lebar potongan = 0,8 mm
Radius pola = 100 – 6,5 mm (1/2 dia.rol)
= 93,5 mm
= 93,5 + 0,8 (1/2 lebar potongan)
Pola eksternal = 94,3 mm
Bila membuat suatu pola bagian dalam (internal), maka ukurannya diperbesar setengah diameter rol dan dikurangi setengah lebar potongan.
Contoh

Perhitungan:
Radius lingkaran dalam = 100 mm
½ diameter rol = 6,5 mm
½ lebar potongan = 0,8 mm
Radius pola = 100 – 6,5 mm
= 106,5 mm
= 106,5 – 0,8mm
Pola internal = 105,7 mm
2. Photo Electrical Optik

Gambar 4.16 Alat Jiplak pada Mesin Potong Gas
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
Pola “photo-electric” / optik sangat sesuai untuk memotong bahan dalam jumlah besar (sangat banyak), karena beberapa kepala pemotong (cutting head) dapat dipasang pada koordinatnya (croos carriage).
Langkah-langkah membuat pola:
a. Gunakan kertas putih yang bersih
b. Gambar secara benar garis potong dengan tinta hitam (lebar garis 0,5 – 1,0 mm)
c. Hindari sudut yang tajam, buat sedikit radius; sebaliknya sedikit titikakan dapat mengakibatkan pembacaan oleh alat optik menyimpang kemana-mana.
d. Letakkan gambar di bawah kepala “photo-electric scanning” (optik) di mana ada titik cahaya menyorot gambar.
e. Sebelum memulai pemotongan, atur titik cahaya dan arahkan pada luar atau dalam gambar dengan jarak setengah lebar potong.
3. Pola dengan Sistem Komputer
Peralatan yang terbaru (up to date) sering menggunakan sistem komputer. Sudah barang tentu ini lebih akurat, untuk itu perlu pelatihan khusus dan pengetahuan untuk memprogramkan mesin untuk membuat garis potong. Seperti pada “photo-electric”, maka sistem komputer juga cocok untuk produksi dalam jumlah banyak (mass product) dan bentuk profil yang sulit /khusus.
Nozzle Potong Kecepatan Tinggi Nozzle potong kecepatan tinggi, berbeda dengan tipe standar dan bekerja pada kecepatan potong yang tinggi, Nozzle ini meruncing ke ujung, yakni didisain untuk menghasilkan potongan yang kecil, sedikit logam yang terhbuang dan sedikit oksigen yang dibutuhkan, serta hasil potongan yang kecil (sempit).
Penggunaan nozzle kecepatan tinggi:
a. Membelah pelat.
b. Memotong profil pelat baja secara cepat.
c. Digunakan pada kebanyakan mesin potong gas.
F. Teknik-Teknik Memotong
Untuk pemotongan dalam jumlah banyak sering diterapkan teknik-teknik pemotongan berikut:
1. Pemotongan dengan Cara Ditumpuk (Stack Cutiing)

Gambar 4.17 Pemotongan dengan Cara Ditumpuk
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
Teknik Memotong:
Beberapa lembar pelat tipis (biasanya 1 – 1,5 mm) ditumpuk satu sama lain. Tumpukan tersebut diikat kuat dengan klem dan di las catat pada sisi pelat untuk menjaganya selama pemotongan. Pemotongan dengan cara ditumpuk dapat menguragi distorsi dan juga biaya produksi.
Bila memotong dengan cara ditumpuk perlu diperhatikan:
a. Setiap permukaan harus bersih, rata dan rapat satu sama lain.
b. Jarak (gap) tiap lembar tidak lebih dari 0,1 mm.
c. Pelat paling atas bisa terbuang (tidak terpakai), karena awal pemotongan merusak permukaan pelat.
d. Semua lembaran pelat harus terklem dengan kuat dan dilas satu sama lain.
e. Kecepatan potong sedikit lebih lambat dibanding yang biasanya.
2. Nesting
Nesting adalah suatu teknik di mana beberapa profil kecil menyatu dan dipotong dari pelat yang sama. Urutan pemotongan harus didisain agar pelat tetap serata mungkin.
Catatan:
Pemotongan pertama dibuat pada bagian dalam sisi pelat dan bagian yang tidak dipotong mengikat dan menjembatani bagian lain. Teknik ini ideal untuk mesin potong koordinat, photo electrik atau sistem komputer.
G. Teknik Mengontrol Distorsi
Distorsi dapat terjadi karena tidak seimbangnya rambatan dan penyusutan yang terjadi selama pemanasan dalam proses pemotongan. Sangat tidak mungkin untuk terhindar dari masalah ini secara bersamaan, tetapi ada beberapa teknik untuk mengontrolnya.
1. Menggunakan Meja Penyangga
Penggunaan meja penyangga dalam mengontrol distrorsi selama pemotongan adalah untuk menyangga keseluruhan benda kerja dengan meja yang dirancang khusus sehingga ada celah untuk percikan api dan terek.

Gambar 4.18 Penyangga Meja
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
2. Pemotongan Seimbang
Teknik ini adalah untuk mengontrol distorsi yang tepat digunakan bila memotong benda kerja yang panjang dan kecil. Misalnya bila memotong plat strip dalam waktu yang bersamaan dengan menggunakan tiga pembakar potong yang dioperasikan secara otomatis.
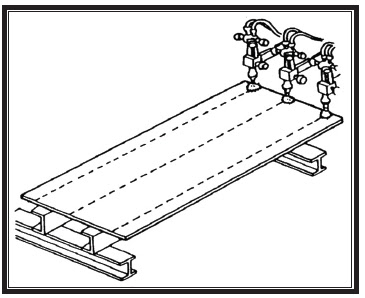
Gambar 4.19 Pemotongan Seimbang
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
3. Pemotongan Terputus-putus
Bila memotong pelat yang kecil atau membelah baja profil, distorsi dapat dikontrol dengan memotong terputus garis potongnya dan meninggalkan bagian yang tidak terpotong antara 2 - 25 mm sebelum menyelesaikan pemotongan secara keseluruhan. Jadi, bagian yang tidak terpotong akan mengikat selama proses pendinginan. Setelah keseluruhan panjang benda kerja terpotong, maka bagian yang tidak terpotong dipotong secara terpisah.

Gambar 4.20 pemotongan terputus putus
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
4. Pemotongan Berangkai / Bertahap
Pemotongan berangkai dibagi atas beberapa tahap pemotongan. Pada contoh diperlihatkan ada empat pemotongan terpisah. Suatu pemotongan kurang baik pada pemotongan tidak lurus adalah bila dilakukan secara kontinyu tanpa merencanakan langkah pemotongannya.

Gambar 4.21 pemotongan berangkai
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
H. Penggunaan Baji/Pasak
Penggunaan baji sering digunakan untuk menahan pengerakan bagian yang dipotong.

Gambar 4.22 penyangga meja
Sumber: https://gamasemesta.com/tag/tipe-mesin-las-potong
Kesalahan Pemotongan
Kesalahan pemotongan atau cacat pada hasil pemotongan disebabkan oleh banyak faktor. Tidak ada perbedaan kesalahan pemotongan antara yang dikerjakan secara manual ataupun yang dikerjakan dengan menggunakan mesin potong gas. Berikut ini adalah bentuk-bentuk kesalahan pemotongan dan penyebab-penyebabnya: 

Bahaya Penggunaan Pemotong Busur Plasma
Bahaya-bahaya yang diakibatkan oleh proses pemotongan dengan busur plasma meliputi:
1. Kebisingan
Proses pemotongan dengan busur plasma menghasilkan suara sangat bising, tingkat kebisingannya cukup tinggi sehingga dapat merusak pendengaran operator dan orang yang berada disekelilingnya. Jadi operator dan orang yang berdekatan dengannya harus menggunakan tutup telinga atau sumbat telinga yang terpasang secara benar untuk melindungi kerusakan karena suara keras/ bising.
2. Asap
Panas yang tinggi dan terus menerus menimbulkan asap beracun dan baunya menyengat sehingga jangan sampai tercium maupun terhirup oleh operator maupun orang yang berdekatan dengannya. Harus ada pengisap asap yang dipasang sedekat mungkin dengan sumber asap untuk mencengah bahaya tersebut.

Gambar 4.23 Alat Pelindung Telinga dan Pengisap Asap
Sumber: https://www.builder.id/bahaya-asap-las-dan-pencegahannya/
I. Radiasi Cahaya
Proses pemotongan dengan busur plasma menimbulkan cahaya ultra violet dan inframerah. Intensitas/ radiasi cahaya ini tergantung pada kekuatan arus listrik/tenaga yang dipakai. Oleh sebab itu, maka operator harus selalu memakai pakaian pelindung seperti kedok las yang lengkap dengan kacamata pengaman untuk melindungi muka dan mata dari radiasi cahaya-cahaya tersebut.
Rangkuman
1. Jenis-jenis mesin potong gas:
a. Mesin pemotong gas lurus.
b. Mesin pemotong gas radial.
c. Mesin pemotong gas koordinat (cross carriage).
d. Mesin potong pipa
2. Teknik jiplak (copy) dalam pemotongan adalah:
a. Menggunakan magnit
b. “photo-electric”/ optik
c. Komputer
3. Teknik-teknik mengontrol distorsi pada proses pemotongan adalah dengan cara:
a. Menggunakan meja penyanggah.
b. Pemotongan seimbang
c. Pemotongan terputus-putus
d. Pemotongan berangkai/bertahap
e. Penggunaan baji/pasak
Lembar kerja peserta didik (LKPD)
Disain Pola untuk Pemotongan Jiplak Magnit
1. Tujuan Instruksional
Setelah mempelajari dan berlatih tugas ini, peserta diharapkan mampu menghitung dan mendisain gambar pola/ mal internal dan eksternal untuk pemotongan menggunakan mesin potong gas radial / jiplak (rol) magnit dengan kriteria:
a. sesuai gambar kerja
b. penyimpangan gambar maksimum 1mm
2. Alat dan Bahan
a. Kertas gambar ukuran A4
b. Alat lukis/ gambar
3. Gambar Kerja

J. Pemotongan dengan Panas secara Manual
1. Peralatan Utama
Peralatan utama yang digunakan untuk memotong dengan mempergunakan gas/nyala api relatif sama dengan peralatan yang digunakan pada proses pengelasan dengan oksi asetilin. Demikian juga cara-cara penanganannya. Perbedaan hanya pada pembakar (blowpipe), di samping pengaturan tekanan kerja.
Pada proses pengelasan dengan oksi asetilin menggunakan mulut pembakar berupa tip las (welding tip), sedang pada proses pemotongan dengan gas adalah berupa pembakar potong (cutting nozzle dan attachment).
Ada dua jenis pembakar potong yang biasa dipergunakan pada proses pemotongan:
a. Pembakar potong serbaguna (multi-purpose blowpipe), yaitu jenis pembakar yang dapat dipergunakan untuk keperluan memotong dan mengalur.
b. Pembakar potong yang menggunakan pembakar biasa, yaitu pembakar yang digunakan untuk pengelasan dan pemotongan. Mulut potong dirancang dengan berbagai ukuran untuk bermacammacam ketebalan bahan dan penggunaan, serta masing-masingnya ditandai dengan ukuran.
Mulut potong yang biasa digunakan, yaitu nozzle asetilin (type 41) dan nozzle LPG (type 44). Kebanyakan nozzle asetilin mempunyai lima atau enam lubang untuk pemanasan awal (preheat) dan satu lubang di tengah untuk saluran oksigen potong (cutting).
Nozzle potong LPG bentuknya relatif sama, tetapi pada ujung mulut nozzle ada ceruk untuk mengarahkan nyala pemanasan awal.
.jpg)
Gambar 4.24 mulut potong (cutting Nozzle)
Sumber : https://bsd.pendidikan.id/data/2013/kelas_10smk/Teknik_Dasar_Pengerjaan_Logam_1.pdf
2. Alat Bantu (review)
Pemotongan secara manual (dengan tangan) meliputi semua pemotongan manual, dimana tidak menggunakan alat bantu pemotongan. Pemotongan secara manual terutama kalau memotong bentuk yang tidak beraturan, atau gerakan pemotong yang tidak teratur, sehingga selama proses pemotongan tidak menggunakan alat bantu.
Sedangkan alat bantu yang sering digunakan pada motongan dengan tangan adalah berupa alat bantu yang dipasang pada nozzle. Alat bantu potong yang digunakan pada proses pemotongan dengan tangan adalah untuk memotong lurus dan lingkaran.

Gambar 4.25 Alat Bantu Pemotongan
Sumber : https://bsd.pendidikan.id/data/2013/kelas_10smk/Teknik_Dasar_Pengerjaan_Logam_1.pdf
3. Pemeliharaan Nozzle Potong
Saat pemotongan dilakukan, maka oksigen potong (cutting jet) merupakan/ berfungsi sebagai alat potong. Pemotongan tidak akan berhasil dengan baik bila nozzle tidak dalam keadaan baik. Ini seperti mencoba melakukan potongan pada bahan dengan alat yang tumpul. Hasilnya akan kehilangan kecepatan dan ketepatan serta akan membuang bahan.
Saat pemotongan dioperasikan, oksigen potong akan terlihat memanjang/bayangan garis lintang sejajar pada titik api. Proses ini akan menimbulkan suara pancaran yang cukup jelas terdengar, tergantung pada ukuran diameter oksigen potong yang dipakai. Jika saluran/ lubang tertutup oleh partikel/terak, pancaran gas akan menyebar keluar dan lebih pendek sehingga akan mengakibatkan tidak akan terpotongnya bahan secara benar dan baik.
Semua nozzle potong perlu dibersihkan dalam jarak waktu tertentu penggunaan, yakni untuk membersihkan percikan dan partikel kecil/terak yang pada akhirnya akan menyumbat saluran gas. Ini biasanya terjadi selama proses pemotongan berlangsung. Beberapa dari partikel ini akan berada pada tepi lubang potong atau lubang pemanasan awal yang bila dibiarkan akan mengganggu proses pemotongan dan merusak hasil pemotongan.
Ada dua macam alat pembersih, yakni berupa tip kecil (tip cleaner) dengan berbagai ukuran dan kikir kecil rata yang dapat dipakai untuk menghilangkan kotoran yang terkumpul diujung nozzle. Kikir ini harus dipakai dengan hati-hati agar penampang nozzle tidak miring, sedang penggunaan tip cleaner yang berlebihan akan dapat juga merusak atau merubah ukuran diameter lubang nozzle.
Dalam keadaan yang lebih parah (sulit dibersihkan), dapat dipergunakan mata bor dengan sangat hati-hati, yakni tanpa merubah ukuran diameter lubang. Bor dipakai untuk menghilangkan semua yang mengendap di dalam lubang, baik pada lubang oksigen potong ataupun pada lubang pemanasan awal.
4. Pemilihan Nozzle
Ukuran nozzle potong yang dipakai dalam suatu pemotongan sangat tergantung pada tebal bahan yang akan dipotong. Biasanya tiap produk pembuat nozzle mengeluarkan tabel yang menerangkan antara lain tebal bahan, ukuran diameter lubang tip pemanasan awal, oksigen potong, serta konsumsi penggunaan gas.
Berikut ini adalah salah satu contoh tabel tentang pemilihan dan penggunaan gas pada proses pemotongan dengan menggunakan oksi-asetilin:
TABEL PENGGUNAAN NOZZLE DAN GAS
Tabel 4.2 Tabel Penggunaan Nozzle dan Gas

Sumber : https://bsd.pendidikan.id/data/2013/kelas_10smk/Teknik_Dasar_Pengerjaan_Logam_1.pdf
5. Keselamatan dan Kesehatan Kerja Pemotongan dan Pengaluran
Bahaya utama dari pemotongan dan pengaluran dengan nyala api relatif tidak berbeda dengan bahaya-bahaya yang ditimbulkan oleh proses las.
Pada proses pemotongan dan pengaluran dengan nyala api secara manual dapat menimbulkan bahaya-bahaya sebagai berikut:
a. Panas dari nyala api pada pemanasan awal dan pemotongan
b. Radiasi inframerah dan cahaya tampak (cahaya yang menyilaukan)
c. Percikan api dan terak
d. Asap
e. Konsentrasi bahan bakar gas
a. Panas dari Nyala Api
Panas dari api pemanasan awal dapat membakar pakaian dan anggota tubuh, bila dalam menggunakan pembakar potong manual terlalu dekat dengan sumber api dan tidak memakai pakaian kerja yang sesuai. Pakaian kerja sebaiknya terbuat dari bahan yang tidak mudah terbakar, seperti katun tenunan yang tertutup atau dianjurkan yang terbuat dari kain kepar.
Untuk pekerjaan yang bersifat massal, maka peralatan perlindungan juga termasuk penutup tambahan yang terbuat dari kulit, sarung tangan, dan pelindung kaki. Jaket kulit kadangkala juga direkomendasikan untuk memberikan perlindungan yang optimal.
b. Radiasi dan Cahaya Tampak
Kaca mata las asetilin dapat digunakan untuk melindungi mata dari radiasi dan cahaya tampak. Nyala pengelasan dan pemotongan dan pengaluran biasanya dengan kaca penyaring no 5. Untuk memperoleh perlindungan yang optimum terhadap mata dan wajah, maka dapat juga dipakai pelindung yang berbentuk kedok.
c. Percikan Api dan Terak
Percikan api biasanya merupakan bagian dari terak pemotongan yang meleleh yang dihasilkan oleh potongan. Sesekali bagian-bagian kecil yang panas atau bahkan karat bisa berterbangan keluar dari permukaan yang sedang dipotong dan ini bisa menimbulkan masalah. Adapun untuk melindungi diri dari risiko akibat percikan api, yakni dengan memakai pakaian pelindung diri yang memenuhi syarat.
c. Asap
Proses pemotongan dengan nyala api dapat menghasilkan asap beracun, yakni dari pelapisan permukaan pada logam. Material seperti seng atau bahan galvanis, zincanneal, dan bahan yang mengandung cat serta berbagai macam jenis plastik akan menghasilkan asap yang berbahaya saat dilakukan pemotongan ataupun pengaluran.
Bahan lain seperti minyak atau oli pada permukaan logam akan mengeluarkan asap yang dapat merusak kualitas potongan dan menimbulkan bau tak sedap serta mengganggu pernafasan. Untuk itu, sebelum melakukan pemotongan yakinkan bahwa material terbebas dari bahan-bahan tersebut. Namun bila hal tersebut tidak mungkin dihindari, maka pastikan bahwa pada daerah pemotongan tersedia sirkulasi udara yang baik atau bila memungkinkan tersedia alat penyedot asap.
c. Konsentrasi dari Bahan Bakar Gas
Selalu pastikan bahwa pembakar potong dihidupkan secepat mungkin setelah gas pemanasan awal dihidupkan. Jika volume gas yang dikeluarkan/dibuka terlalu besar dari lambat dinyalakan, maka memungkinkan akan berisiko seluruh volume gas berbakar dan menimbulkan nyala api yang besar atau bahkan meledak saat terjadi penyalaan.
Teknik-teknik Pemotongan
Pemotongan dengan nyala api secara manual sedapatnya dimulai pada tepi pelat karena pada pemotongan dengan gas diperlukan sisi pelat yang terbuka atau panas yang cukup (bahan mulai mencair) untuk memulai suatu pemotongan. Bila pemotongan dilakukan jauh dari tepi atau di tengah pelat, maka pemanasan akan menjadi lama dan jika daerah pemotongan terlalu panas maka akan mempengaruhi kualitas akhir dari potongan.
Untuk keadaan ini ada dua metode yang dapat dilakukan:
a. Memakai pahat untuk membuat torehan atau cekungan pada permukaan sehingga tepi bekas pahatan yang akan memanas dan terbakar dengan lebih cepat daripada hanya mencoba memanaskan permukaan yang rata. Dengan demikian dapat dilakukan pemotongan.
b. Membuat lubang (bor) kecil sebagai permulaan pada pelat atau bagian di mana pemotongan akan dimulai.
Hal-hal yang perlu diperhatikan untuk dapat memotong secara akurat dengan peralatan potong manual adalah sebagai berikut:
a. Pastikan ukuran nozzle yang tepat untuk ketebalan bahan yang akan dipotong.
b. Atur tekanan gas yang diperlukan (sesuai dengan tabel / tipe pemotong)
c. Pastikan bahwa nozzle dalam keadaan bersih dan kondisi baik.
d. Bentuk nyala api harus sesuai ketentuan, di mana saat nyala api asetilin (tanpa ada tekanan oksigen) seharusnya panjang nyala kira-kira 30 mm dan nyala untuk pemanasan awal adalah nyala netral.
e. Ujung dari api pemanasan awal kira-kira 2 mm dari permukaan pelat yang
dipotong.
f. Kecepatan pemotongan yang dibutuhkan (dalam potongan lurus) bisa diukur dengan memperhatikan suara dari pancaran dan tampilan dari aliran terak. Pancaran seharusnya membuat suara desiran yang stabil dan aliran terak yang berkepanjangan.
Jika akan menembus lubang (dengan torehan pahat) untuk memulai pemotongan pada permukaan (pada bidang pelat), maka prosedur berikut dapat dilakukan:
a. Panaskan bekas pahatan secara tegak lurus sampai temperatur kira-kira 4000 (warna merah) kemudian miringkan ke arah garis potong.
b. Tekan oksigen potong sehingga terak potong terbuang dan tidak memantul kearah nozzle.
c. Pada saat pemotongan dimulai, pemotong digerakkan perlahan sampai nozzle berdiri tegak untuk dapat menembus lubang seluruhnya.
Rangkuman
a. Peralatan utama yang digunakan untuk pemotongan dengan gas pada prinsipnya adalah sama dengan peralatan utama untuk las oksi-asetilin, perbedaanya adalah pada pembakar (blowpipe) yang digunakan.
b. Untuk menghasilkan bentuk potong yang baik perlu diperhatikan kebersihan nozzle pemotong agar jangan sampai kotor atau tersumbat.
c. Pada saat melakukan pemotongan panas perlu diperhatikan bahaya bahaya Yang ditimbulkan, seperti: panas, radiasi infra merah, percikan api, terak potong, asap dan konsentrasi bahan bakar gas.

LEMBAR PRAKTIKUM
Pemotongan Bentuk Lingkaran secara Manual
1. Tujuan Instruksional
Setelah mempelajari dan berlatih tugas ini, peserta diharapkan mampu memotong diameter dalam pada pelat baja karbon dengan menggunakan pemotong gas manual dengan kriteria:
a. penyimpangan ukuran maks. 1mm
b. hasil potongan halus, rata dan tajam
c. bebas terak dan percikan terak
2. Alat dan Bahan
Alat:
a. Seperangkat alat potong gas (oksi-asetilin)
b. Nozzle potong no 12 atau yang setara Alat keselamatan kerja.
c. Lembaran kerja/gambar kerja
Bahan:
a. Pelat baja karbon ukuran 150 x 150 x 10mm
3. Keselamatan Kerja
a. Periksa kebocoran-kebocoran gas sebelum memulai penyalaan.
b. Gunakan ukuran nozzle sesuai tebal bahan (lihat tabel)
c. Perhatikan peletakan dan posisi bahan terhadap lingkungan kerja
d. Biasakan bekerja dengan bersih dan rapi, tempat kerja yang berantakan akan berpotensi menimbulkan kecelakaan.
e. Jauhkan nyala api, bunga api, dan logam panas dari silinder gas, karena oksigen dan asetilin berpotensi menimbulkan bahaya.
f. Bertanyalah pada Instruktor/ pembimbing jika ada hal-hal yang tidak dimengerti dalam melaksanakan pekerjaan.
g. Bersihkan alat dan tempat kerja setelah selesai bekerja.
4. Gambar Kerja

5. Langkah Kerja
a. Siapkan alat potong dengan memperhatikan sambungan-sambungan slang las dan pemasangan regulator serta tekanan kerja yang sesuai dengan pekerjaan.
b. Buat garis diagonal untuk menentukan titik pusat lingkaran, kemudian tandai/ lukis lingkaran pemotongan, yakni R.50 mm – lebar potongan.
c. Buat takikan dengan pahat untuk memulai pemotongan.
d. Tempatkan bahan di atas dudukan yang memungkinkan cairan pemotongan dapat bebas terbuang ke bawah.
e. Nyalakan pembakar las dan atur nyala netral kemudian lakukan pemanasan awal.
f. Lakukan pemotongan dimulai dari bekas pahatan dan kemudian secara manual arahkan pada garis lingkaran potong.
g. Lanjutkan pemotongan sampai selesai dengan mengikuti garis lingkaran potong.
h. Periksa hasil pemotongan dengan mengacu pada kriteria yang ditentukan.
i. Lakukan pemotong ulang sesuai petunjuk Instruktor/ pembimbing, jika belum mencapai kriteria.
j. Dinginkan dan bersihkan bahan sebelum diserahkan pada Instruktor/ pembimbing.
Demikian cara kerja peralatan pemotongan logam dengan nyala api, dan teknik pemotongan logam dengan nyala api. Semoga bisa membantu sobat.